
Sheet Metal Nesting Automation
A manufacturer of HVAC equipment was using CNC Turret Punch Presses to fabricate the sheet metal frames of their products. They were using an automated design software, CAM software and their ERP system to prepare the parts to be manufactured. Their designs are all custom, and part numbers are seldom re-used. The shop uses the CAM software to Nest their parts together. The term "Nest" or "Nesting" refers to the CNC programming of a group of parts together on a sheet.
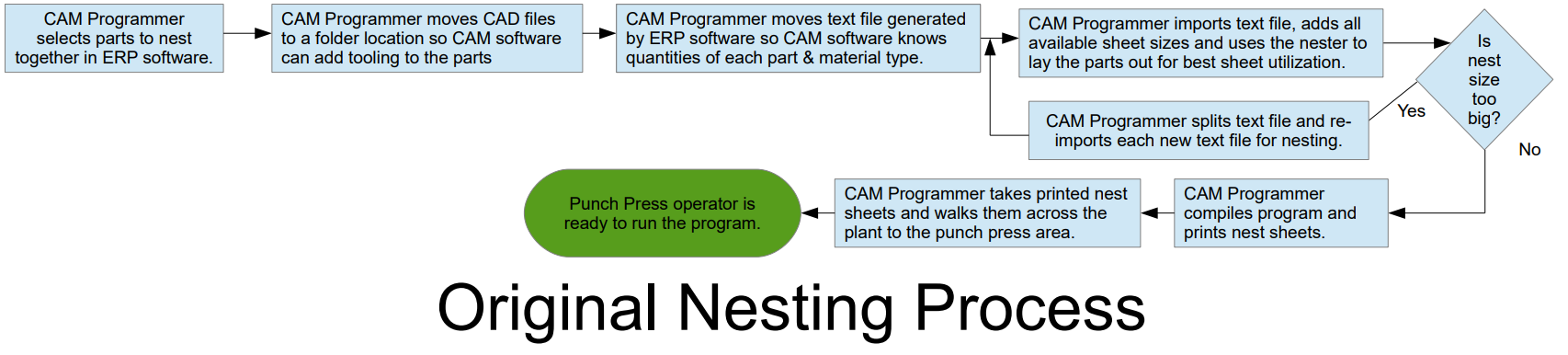
The Old Workflow
A dedicated CAM programmer would use the ERP software to group parts together. The quantity of parts were the only easily visible metric available to try to control the size of a batch (nest) of parts, which was not an ideal solution since the parts had a wide variation in size. Sometimes, nests that were too many sheets had to be split up and re-nested to control the batch size. The CAM programmer would then execute a set of manual steps to nest these parts together in one program. Once the program was created, compiled and sent to the machine, the programmer would print the nest paperwork, and walk it back across the entire plant to the metal fabrication area to hand to the punch press operator. The manufacturer only had a CAM programmer on 1st shift, so any issues found or high priority parts had to wait until day shift to be addressed.
Several workflow steps were identified that could potentially be automated, and also identified several types of waste in this process:
Wastes identified in the Old Workflow:
Rework due to batch size – Since quantities were the only metric available to attempt to control batch size, this sometimes caused batches that were too large or too small, and the batches varied in size. Batches that were too large had to be split and re-programmed.
Manual, repetitive steps – The CAM programmer would use the same button clicks and keystrokes to prepare each set of parts for the nesting process.
Extra Motion – Originally, the sheets for each nest were walked from the office to the punch press area, which was on the opposite side of the plant.
Off-Shift Impacts – The manufacturer only had users of the CAM software available on 1st shift, despite the fact that it is a 24hr facility. Any parts that needed to be re-made had to wait until day shift to be programmed.
Unused Talent – Depending on the mix of parts on a given sheet, some sheets would take 20 minutes to complete. During this time, the punch press operator would only be watching the machine run and waiting.
The New Workflow
Meetings and discussions with engineering, management and shop employees were used to generate ideas and to get buy in from stakeholders at all levels of the process. After identifying the wastes in this process, we found several opportunities for improvement and automation.
To address the lack of control of batch sizes, fabrication time estimates were added to the ERP software and made visible to the person nesting the parts. This allowed the batch size to be controlled by the fabrication time required, improving the flow of WIP between the punch presses and press brakes.
Addressing the manual and repetitive steps involved with the CAM programming was the most challenging part of this workflow change. We worked with the provider of the CAM software to find a solution. After explaining the manufacturer's current workflow to them, it was determined that the process could be automated with some custom software work on their end. This had an upfront cost, but the automation paid for itself in one month. Once this automation was set up, the CAM software was set up to run on a server that could be remotely accessed from any computer in the plant or from home, allowing for any CAM programming issues to be addressed in a timely manner.
The extra motion in the old process was eliminated by relocating an unused printer to the punch press area. Once the CAM software automation was up and running, the software was set up to print to this printer by default. Once a program is finished and ready to run on the punch presses, the CAM software prints the paperwork to this printer.
Off-Shift Impacts and Unused Talent wastes were addressed by training the punch press operators to use the ERP software to group parts together and send them to the CAM automation for nesting. Rework parts would be put into the ERP software by the shift leader, and then the part(s) could be selected for nesting. Previously, any issues like this had to wait until day shift to be dealt with. Before the process improvements, the punch press operator would often just be watching the machine run and waiting for the sheet to complete. Now, the punch press operator selects the parts for nesting while the machine is running, which increased their value added time to the process.
Identifying these wastes and improving the process had the following effects:
Rework – Saved 2.5 hours per week. (~$5,124/yr.)
Repetitive Steps – Automating the software eliminated the need for a CAM Programmer, saving ~$82,000/yr.
Extra Motion – Saved 3 miles of walking per week (~1 hr. Spent walking per week) (~$2,049/yr.)
Off-Shift Impacts – Schedule attainment improved, but high variability makes it difficult to determine how much this particular improvement contributed.
Unused Talent – Converted 45 minutes per day from Non-Value Added time to Value Added Time for the punch press operators. (~$5,070/yr.)

Summary and Discussion
Not every project lends itself as well to automation as this particular instance. However, the principles are the same: Reduce waste and look for opportunities to reinvent the process. This project was a good example of why you should take the time to step back and ask yourself: “What If?”
Without the automation, there are still several things that were done on this project that would have been helpful, but the bulk of the efficiency gains were related to the automation. It can be useful to detach yourself far enough from the current process to find a truly innovative solution to a problem. Witter LEC can assist many different types of businesses on their Lean journey. Give us a call today and schedule your consultation.